
Dane Kouttron
Project Started: 07/2023
Weebles wobble but can they prevent my photography lights from getting smashed?
I spotted a recent Colin Furze video, in which he built a life sized counterweight swing using cement and a large steel post. Can the same topology be applied to conventional photography? In a cramped shop space its not too uncommon to knock over a tripod, especially if its awkwardly between you and the thing you're trying to film. Trying to get that lathe shot but then tripping on something only to knock over a light or worse somewhat sucks. |
Some plotting continuesFor some reference material, here's a colin furze sized weeble wobble, using standard concrete. The goal is to make an easy-to-cast cement/concrete 'weeble' and attach it to a mast such that cameras or lights can be attached. How large of a casting do you need? How heavy should it be? Excellent questions, let's make a derpy diagram with a few simplifications: For reasons of un-simplicity I'm going to use the imperial unit system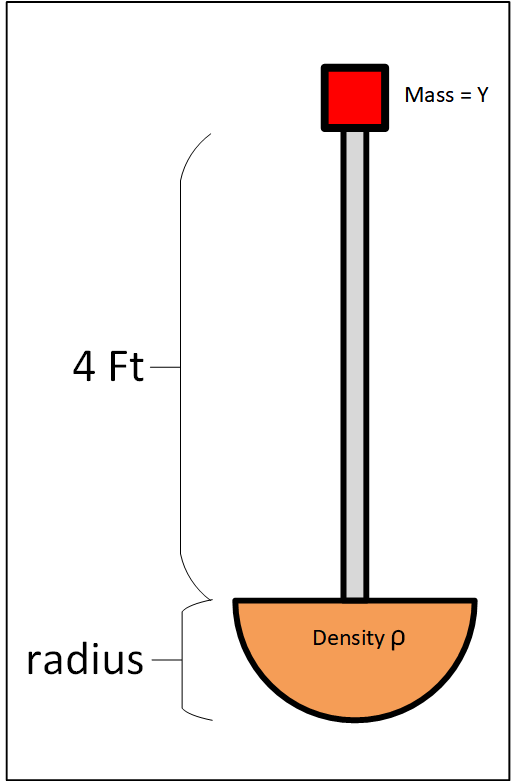
To keep a weight of Y pounds at the end of the pole vertical, the center of gravity of the entire system (pole + half sphere) must be directly below the point where the weight is located. This will ensure that the weight does not cause the system to tilt or topple over. For the sake of this we can ignore the mass of the upright pole so the center of gravity will be located at the center of the half sphere. The center of gravity of the entire system should be at the same height as the weight.
The weight y exerts a torque around the center of the half sphere. Torque is the product of force and the perpendicular distance from the point of rotation (center of the half sphere) to the line of action of the force. In this case, the torque due to the weight Y is balanced by the torque due to the half sphere, which is equivalent to the weight of the half sphere acting at its center.
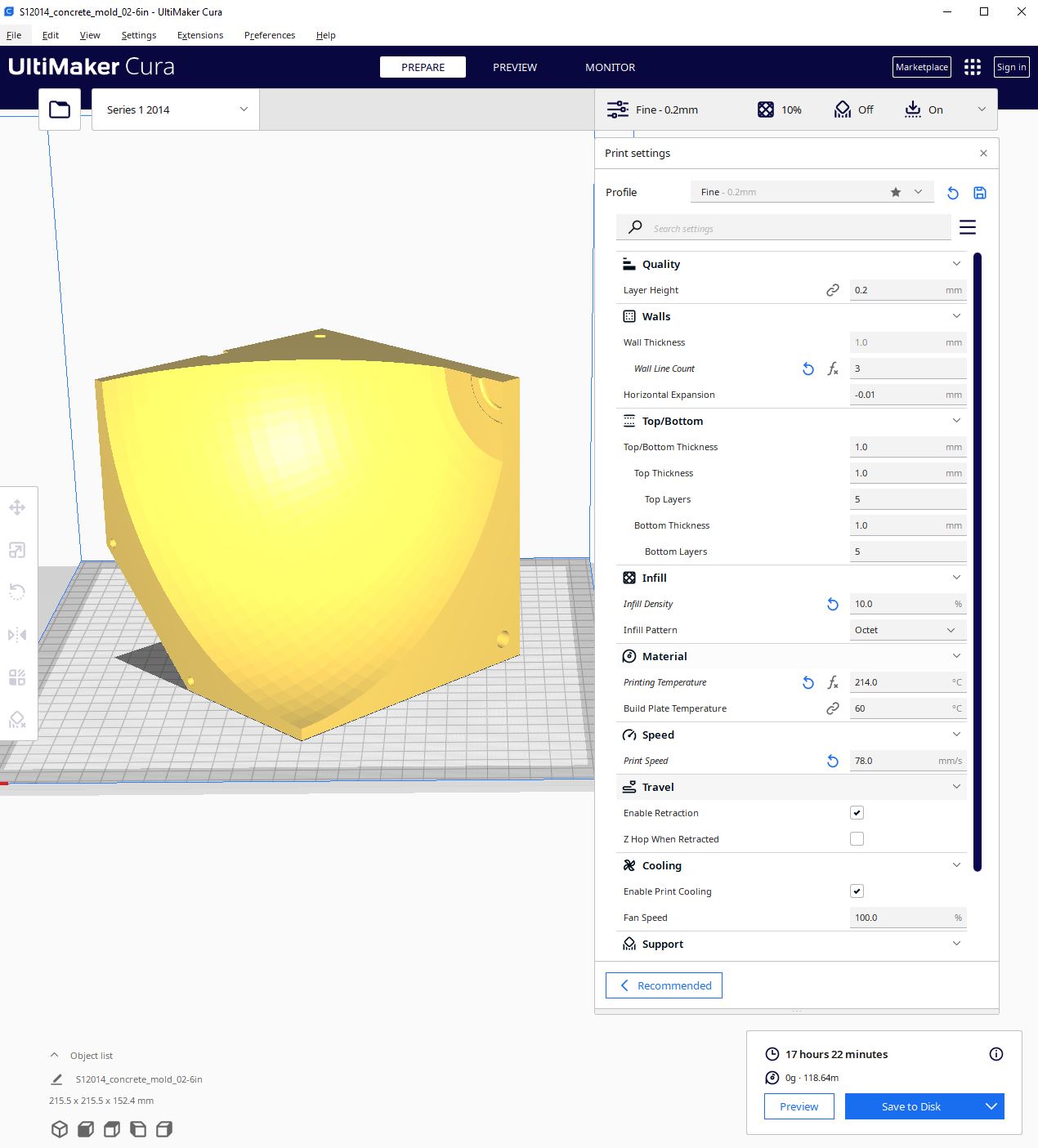
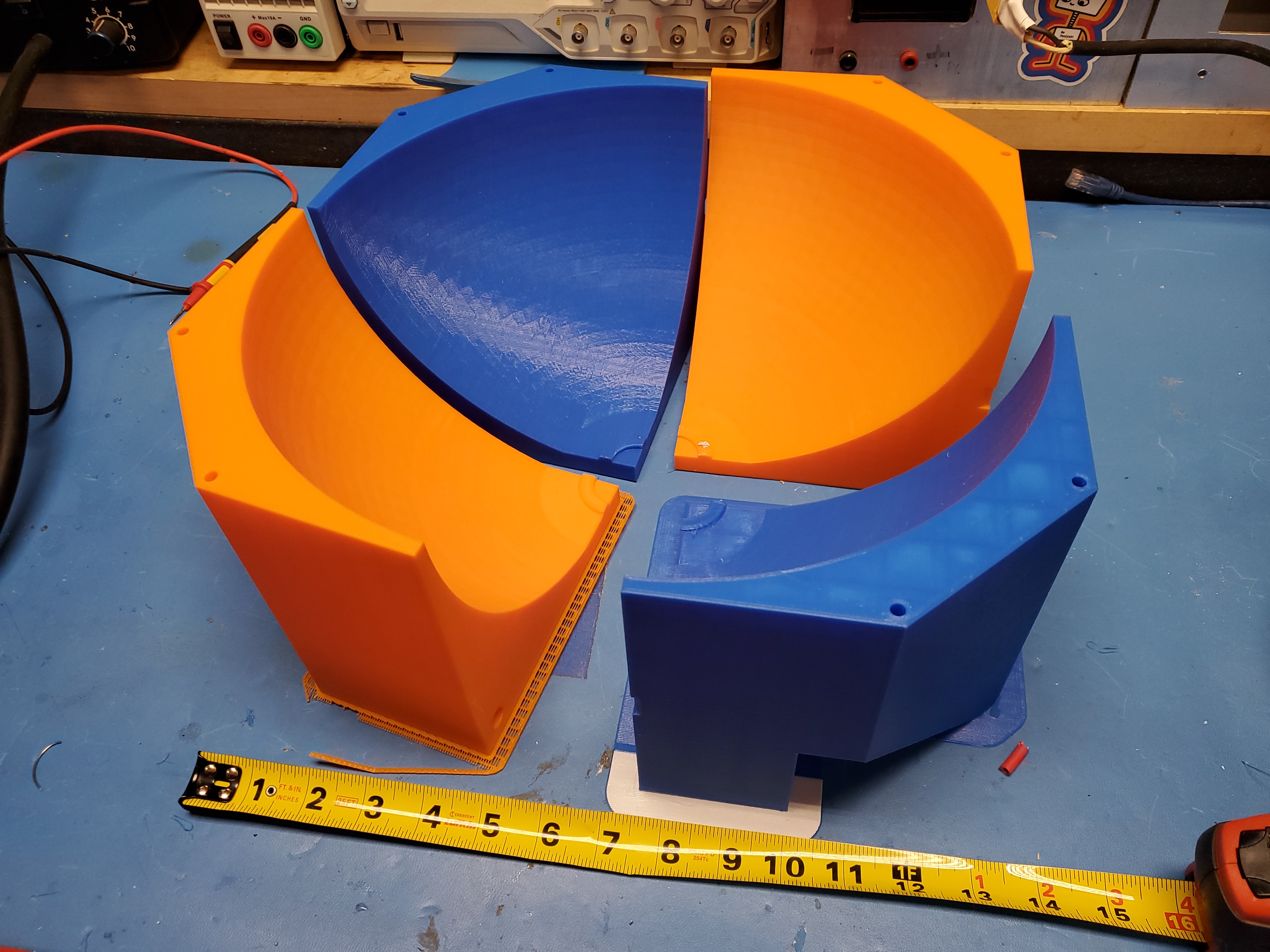
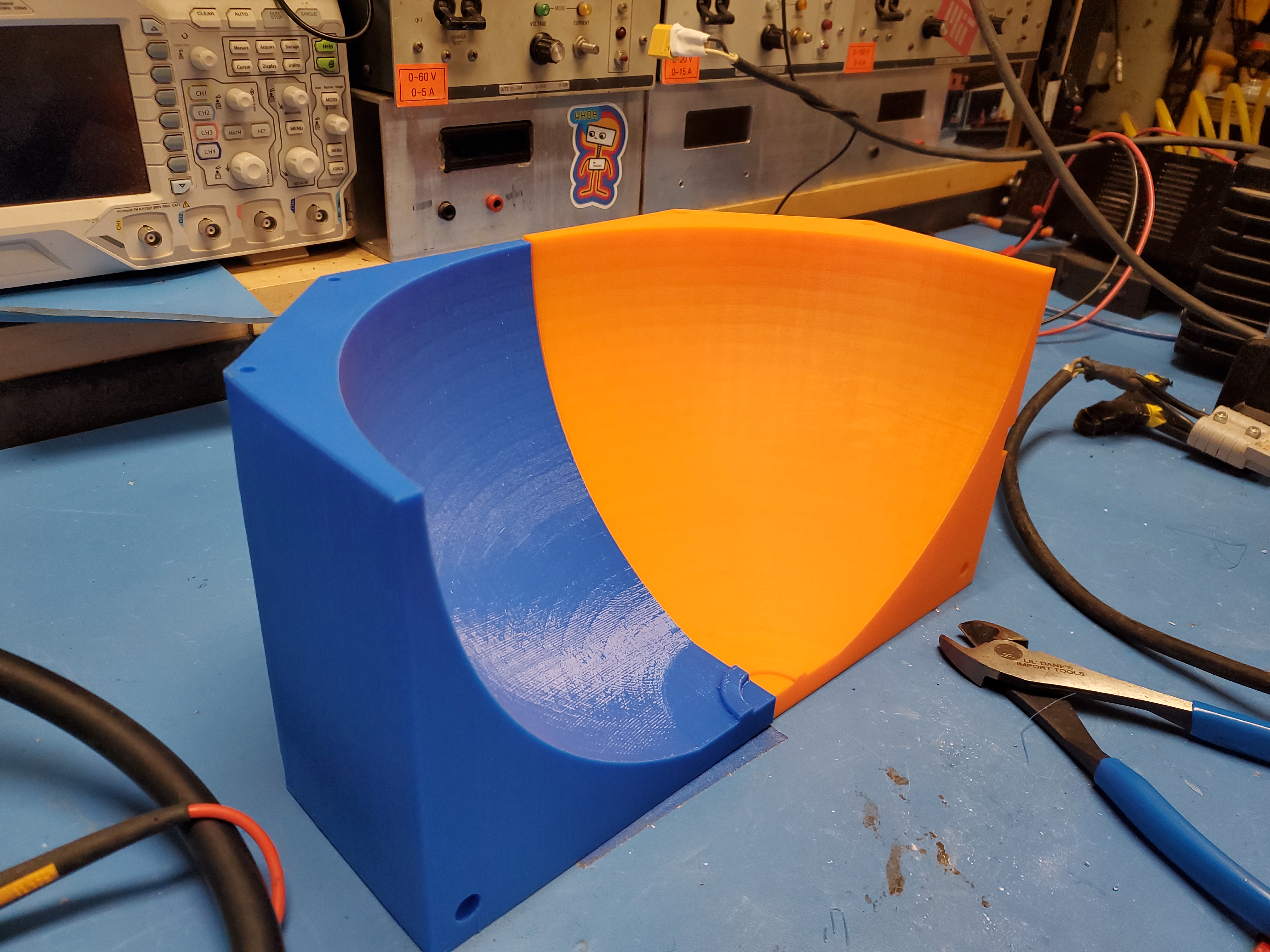
Let's start CADDINGFor a camera that weighs 2 lbs I need a 28 lb mass, or a roughly 3.96 inch radius sphere on a 4ft pole, using the provided concrete density. This ignores the mass of the pole. Let's print a mold for a concrete casting. Because this casting is somewhat large, and to avoid extended long duration prints I split it into four parts. Our maths told us that a very dense steel-concrete mix should allow us the mass required to fit everything in a 4" radius half-sphere. The nice part about a sphere this small is that it is printable in sections on a budget printer (makerbot, ender 3, etc). Note that you see large flat surfaces only held together by a single screw on the base. I debated including more guidance features, however, given that it was going to sit on a flat surface as an alignment feature, it did not seem necessary. I installed a single M6 thermal insert, into one side of the print, with the other side accepting the diameter of the mating screw. With some more printing, we now have the four parts, surprisingly well matched. Note that as this is a mold, I opted to use whatever filament spools were incomplete so some parts are different colors. A copy of the STL for this 4" radius model is available here: [link] Before connecting the four molds, I used (possibly too much) RTV silicone sealant between the faces. This provides a seal and helps prevent the concrete mix from escaping down the seams. Given how surprisingly flat these were, the amount of silicone on the face seal required was surprisingly small. As shown below the excess was wiped off inside. I ended up applying more inside the mold and it worked remarkably well as a mold release agent. No brush was necessary, just a gloved finger pressing it into place. With the mold setup, and some time to let the RTV silicone to cure it was time for the first pour. I didn't want to waste the steel shot on the first go, especially if the mold was going to end up leaking, so I opted to pour just a fast-dry concrete-water mix. This should tell me how well the mold holds the mixture, what the surface comes out like, how well the aluminum pole is retained and how perpendicular it turned out. For concrete I opted to use this stuff as it was leftover from a lab storage room. Its fairly retro looking, but it was still powdery and dry so may as well put it to use. I was mostly interested in the fast-curing '15 minute' note. I did not observe any of the 'expanding' features. Realistically any non-aggregate cement mix should work well. I was tipped off to use glass fiber cuttings for reinforcement to help prevent chipping, and might go this route depending on how the 'dense' cement casting goes. 
Initially I planned on just mixing in the mold, but i opted to mix up the concrete in a small 3 gallon bucket. This worked remarkably well. Due to the small batch size, I mixed with two layers of nitrile gloves, this worked better than a tool would have as you could feel out pockets of unmixed material. Because there was no aggregate the gloves held up during the mixing. I should however have used more layers of paper between the mold and the floor, the process is messy. The mold did great, I couldn't really believe how easy this was. The haphazard self tapping screws worked out well too, they stuck out enough to interact with the concrete when I spun it around to aide in the mixing. After curing it was rigidly attached. To de-mold the first 'casting' i loosened the M6 screws and inserted a large flathead screwdriver between the seams. With a slight tap the mold detached from the concrete casting and we were off and ready to go. The surface finish was stellar. I was expecting bubbles or voids but it really came out great. I think the 'smeared on RTV' really made a difference on the surface quality as well as the de-molding. I did use a very small hammer to help detach the mold from the concrete. The only change to the mold i would make would be to add in a feature to pry against with the screwdriver to detach the mold pieces.

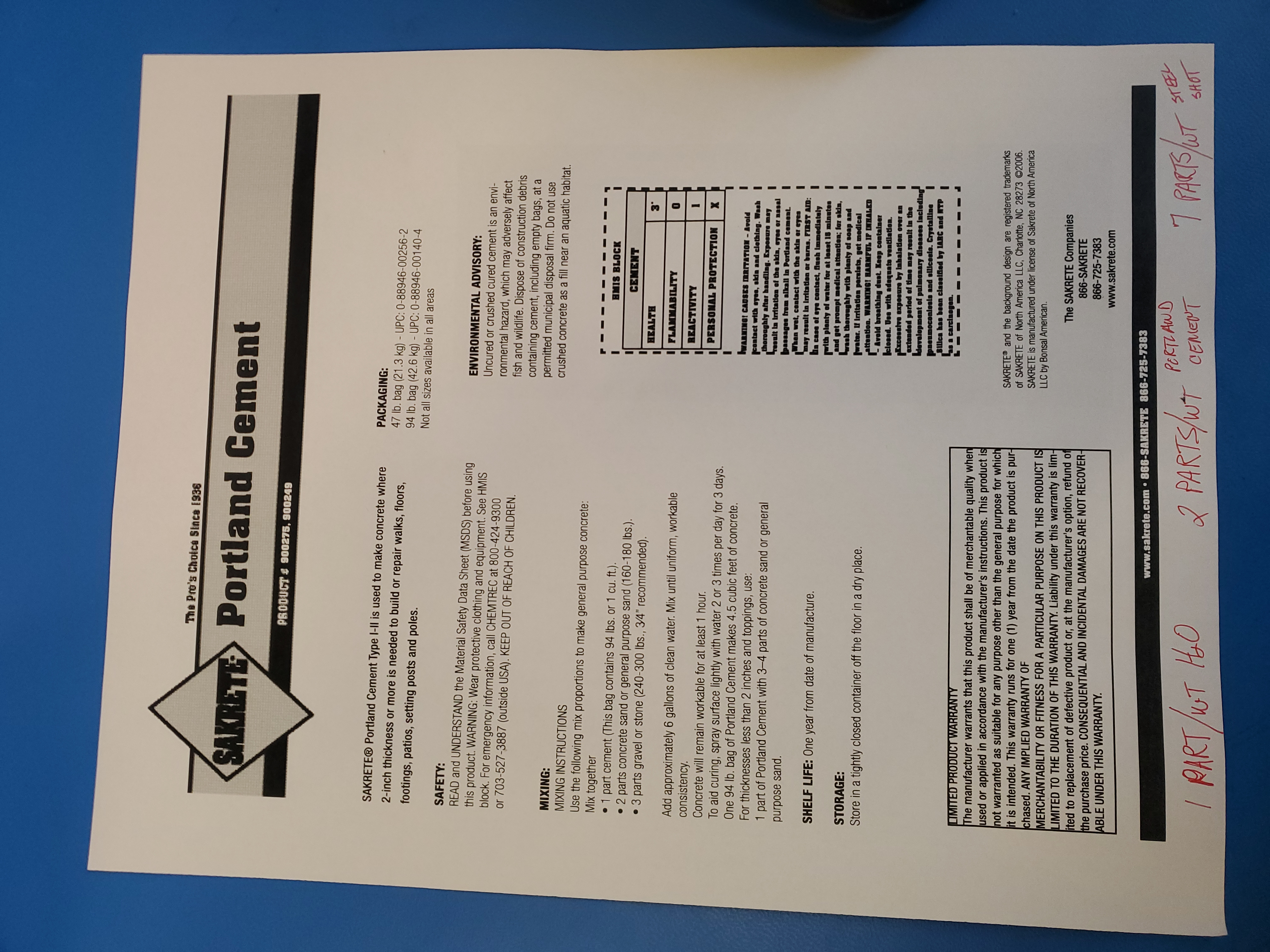
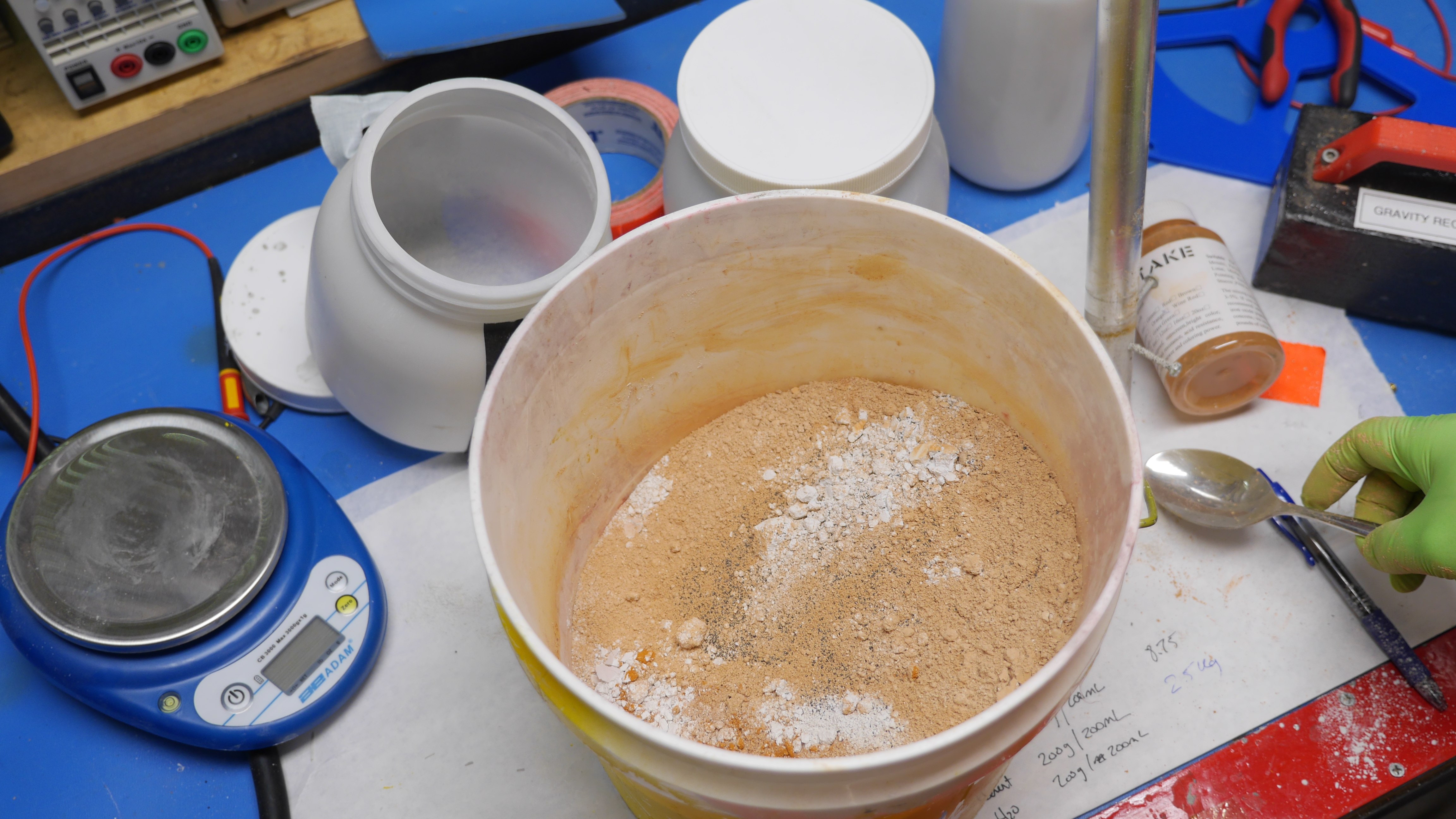
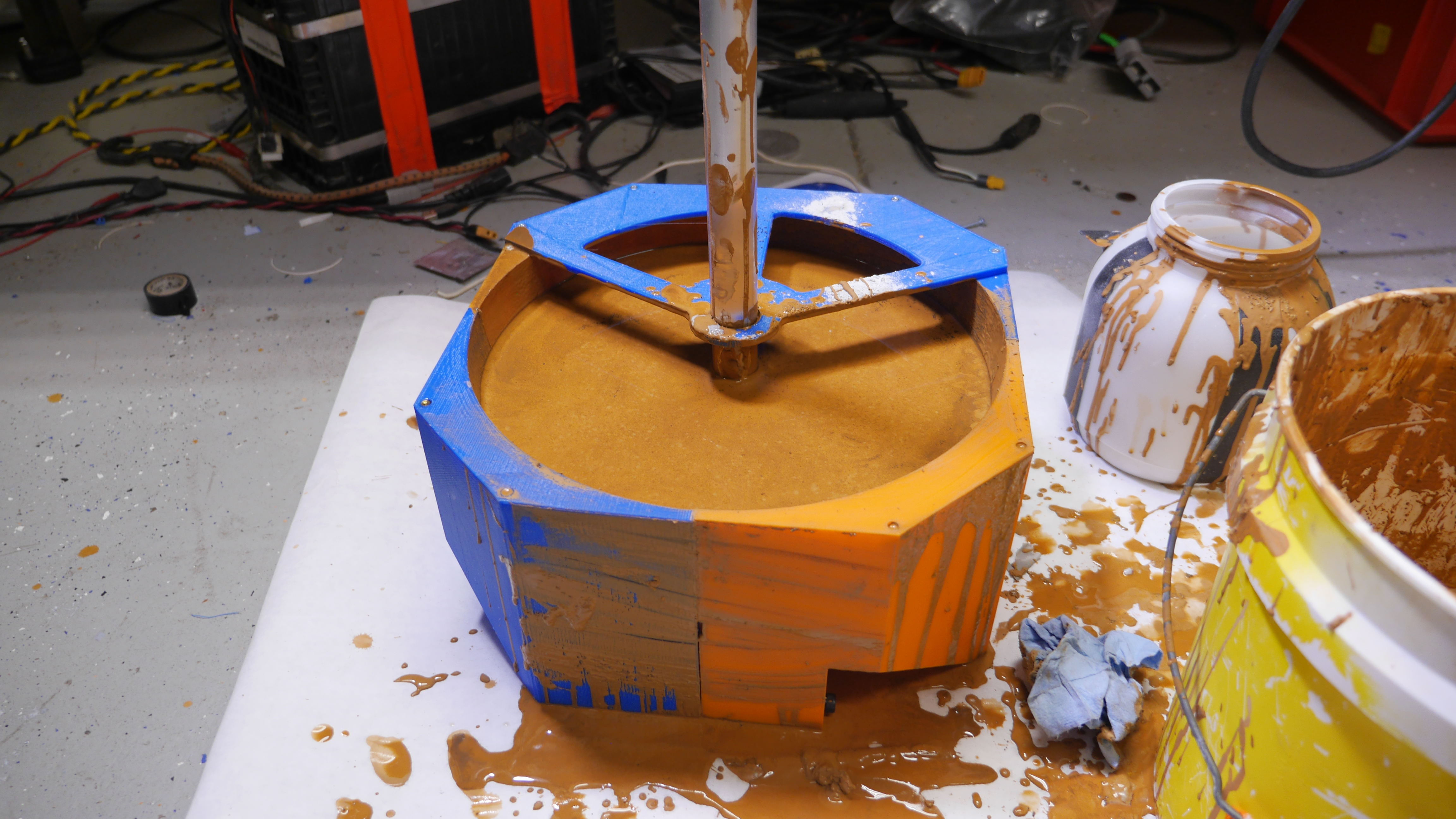
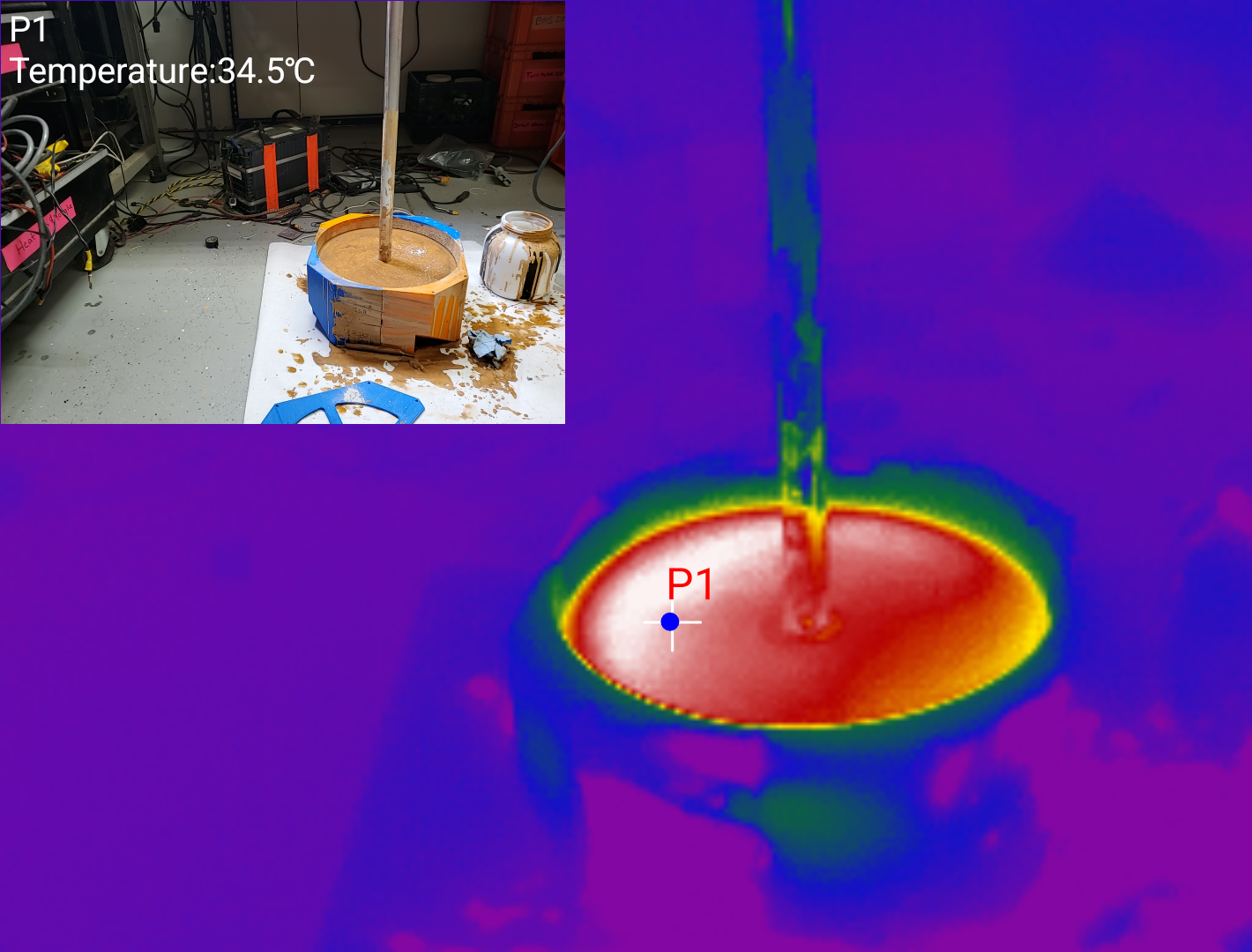
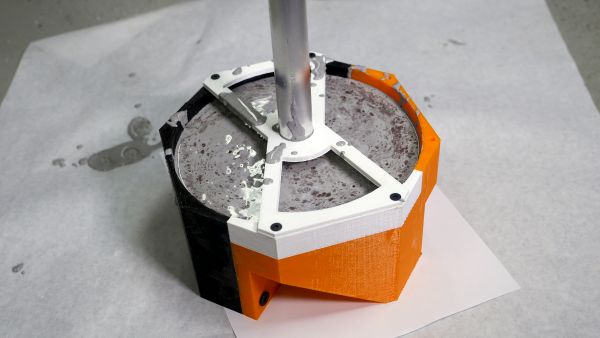
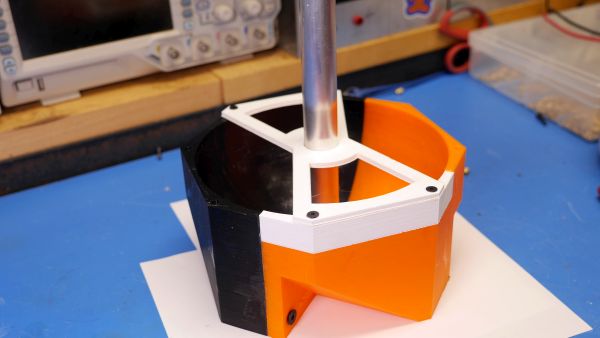
Testing Densified ConcreteNext up let's give a go at a steel-shot densified concrete pour, using 1-Part water 1-Part cement 1-Part water and 7 Parts steel shot by mass: I mixed this the same way as the first go, using a 3gal bucket and mixing by hand with gloves. Unfortunately this started to go poorly, as the gloves started to tear with the steel shot. Things got worse as the steel shot is ~3.25 times denser than concrete so it immediately stuck to the bottom. Finally the mixture seemed hyper-watery. I pushed on and poured it into the mold and waited. The steel shot that was present on the top flash rusted over due to the very wet mixture. I de-molded 12 hours later and found this: Shown below is the cement only and the densified cement. 

It came out terrible! What went wrong?The steel shot at the very top, exposed to the moist environment flash-rusted over and the concrete was comically crumbly. I was able to disassemble the casting with my bare hands. Something was awry here. As it turns out the recipe was wrong : / I got an unfortunate update regarding the 'densified' concrete mixture. What is densified concrete? Its just using off-cast steel scraps to add mass to block gamma / to an extent neutron radiation. This is a common alternative to just using lead as its easy to make large semi-structural blocks, while nominally being cheaper than lead per unit density. It turns out the 'ideal' mixture for dense concrete by mass is actually 7:2 not 7:1. For reference the 'ideal' mixture is listed on the bottom of the page:
1 Part water
|





Have you noticed that there are no advertisements or ridiculous pop ups?
No cookie banner or newsletter?
I'm trying to make a better web, feel free to support it.
Want More?
Here's a behind the scenes look at my work space and some of the images that did not make the cut to be included in the write-up:




If you have questions or comments, ask below or send an email
Project Background
Rough Maths
CAD & Print
Dense Concrete Test
Recipe Issues
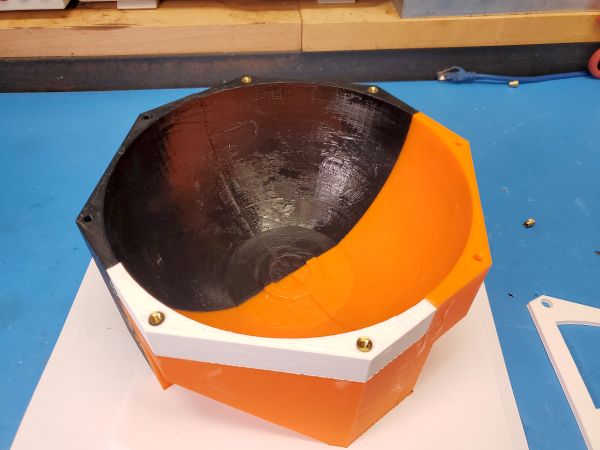
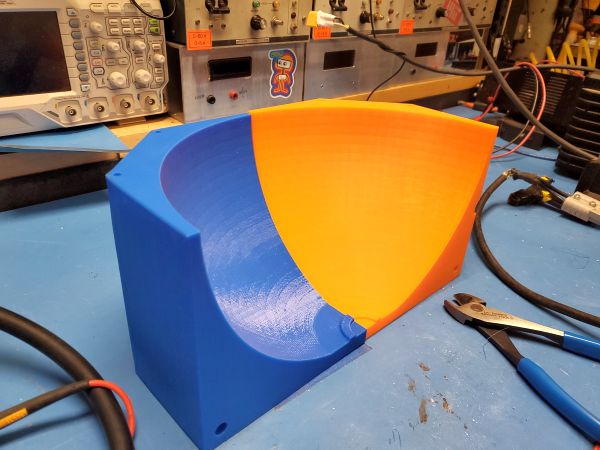
Making the Large Mold
Volume and Weight Calculations
Testing the Weeble Tripod
Final Mass
Post your comments! |
|
Comment Box loading
|